


Las bombas hidráulicas son esenciales para garantizar la operatividad de procesos industriales donde el manejo preciso de líquidos es crítico. Sin embargo, elegir la tecnología adecuada no es un desafío menor, especialmente cuando los sectores requieren soluciones específicas para cumplir con normativas estrictas. La falta de equipos idóneos puede generar pérdidas económicas, fallos en operaciones clave y, en algunos casos, riesgos ambientales considerables.
Por su versatilidad, estas herramientas se emplean en sectores como tratamiento de aguas, industria alimentaria, procesos químicos y minería, donde cada aplicación presenta retos únicos. Desde la dosificación precisa hasta el transporte eficiente de fluidos, los sistemas deben adaptarse a características como viscosidad, composición química y temperatura, factores que impactan directamente en la elección y mantenimiento de los equipos.
Si te interesa conocer cómo estas tecnologías aportan valor en diversos sectores industriales, ProMinent ha desarrollado un análisis técnico exhaustivo. Descubre en este blog cómo optimizar tus procesos con soluciones diseñadas para superar los desafíos más exigentes.
En ProMinent tenemos soluciones para el tratamiento de aguas: Tal vez le interese leer: Tratamiento de aguas en la piscicultura: Lo qué debes saber.
Tabla de contenidos
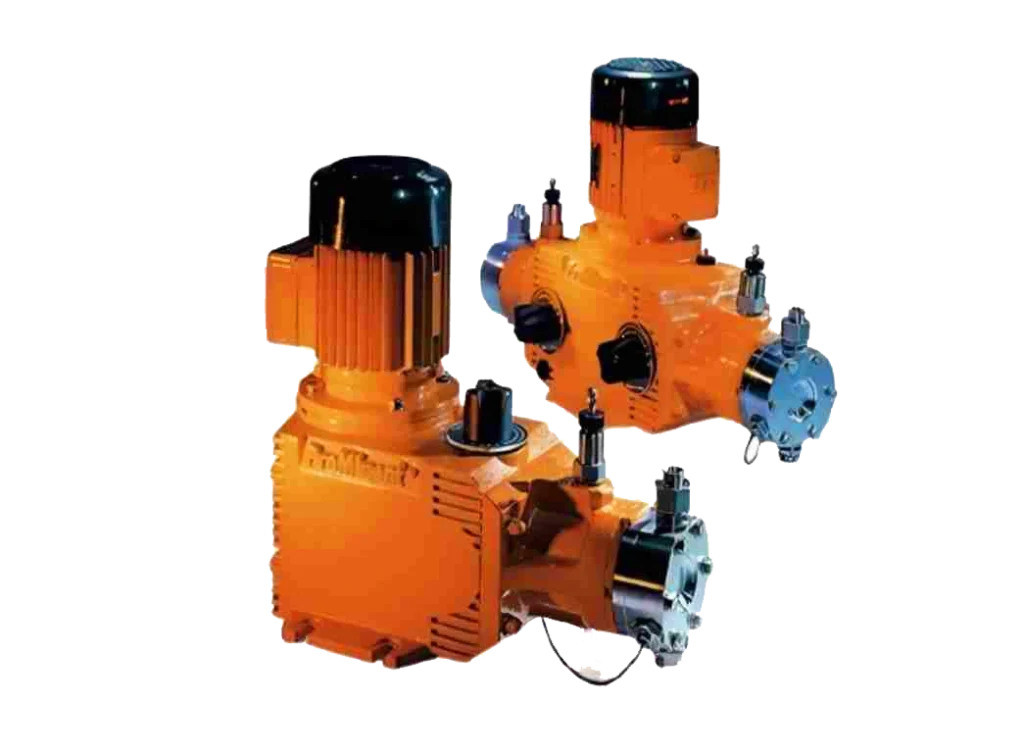
¿Qué es y cómo funciona una bomba de membrana hidráulica?

Una bomba de membrana hidráulica es un tipo de bomba dosificadora que utiliza un fluido hidráulico para mover una membrana flexible, la cual dosifica el líquido de proceso.
Funcionamiento:
Cámara hidráulica: La bomba tiene una cámara llena de fluido hidráulico.
Movimiento de la membrana: Un pistón mueve el fluido hidráulico, que a su vez mueve la membrana flexible.
Dosificación del fluido: La membrana separa el fluido hidráulico del líquido de proceso. Al moverse, la membrana dosifica el líquido de proceso hacia la salida de la bomba.
Válvulas de entrada y salida: Controlan el flujo del líquido de proceso, asegurando que se dosifique la cantidad correcta.
Características:
Alta precisión: La dosificación es muy precisa, con una desviación de menos del 1% en el rango de volumen desplazado del 20-100%1.
Seguridad: Incorporan válvulas de sobrepresión y membranas multicapa de PTFE con indicación de rotura.
Flexibilidad: Diseño modular que permite configuraciones con uno o dos cabezales dosificadores y diferentes materiales para adaptarse a diversas aplicaciones. Aplicaciones industriales de las bombas con membrana hidráulica
2.1. Tratamiento de aguas (potable y residual)
En las plantas de tratamiento, es fundamental contar con equipos que permitan la dosificación precisa de químicos y el transporte eficiente de líquidos. Estas herramientas aseguran el cumplimiento de estrictas normativas ambientales al manejar fluidos corrosivos o contaminantes, facilitando la distribución de agua limpia a comunidades y garantizando la sostenibilidad en procesos de saneamiento.
2.2. Industria alimentaria
La precisión y la higiene son pilares fundamentales en este sector. Los sistemas de bombeo se emplean para mover líquidos como aceites, jarabes y productos lácteos sin comprometer la calidad. Además, contribuyen a optimizar la dosificación, minimizando desperdicios y mejorando la eficiencia operativa, lo cual resulta esencial para cumplir con estándares sanitarios exigentes.
2.3. Sector químico
Los procesos químicos demandan soluciones robustas que soporten sustancias agresivas y viscosas. Equipos especializados aseguran el transporte y mezcla de productos químicos, manteniendo la seguridad operativa en ambientes complejos. Su resistencia a condiciones extremas los convierte en un elemento indispensable para cumplir con los requerimientos de la industria.
2.4. Minería
En condiciones severas, como las de este sector, los sistemas de bombeo deben manejar fluidos con partículas abrasivas y soportar altas exigencias mecánicas. Son utilizados para extraer y mover lodos, agua con sedimentos y otras mezclas. Su diseño resistente ayuda a reducir el desgaste, incrementando la eficiencia en operaciones críticas y prolongando su vida útil.
2.6. Industria petrolera
En el ámbito de los hidrocarburos, estas herramientas desempeñan un papel crucial en la extracción, transporte y refinación de crudo y gas. Son ideales para manejar líquidos viscosos y en la inyección de aditivos químicos para mejorar procesos. Su capacidad de operar en entornos con altas temperaturas y presiones garantiza un rendimiento confiable en aplicaciones críticas.
Beneficios de las bombas hidráulicas en diferentes industrias
Estos dispositivos ofrecen múltiples ventajas que las convierten en una solución indispensable para diversos sectores industriales.
Aquí te presentamos los beneficios más destacados:
- Eficiencia energética
Permiten optimizar el consumo de energía gracias a su diseño, que asegura un manejo preciso y eficiente de los fluidos, reduciendo costos operativos. - Versatilidad en aplicaciones
Son compatibles con una amplia variedad de líquidos, desde agua y aceites hasta sustancias químicas corrosivas y fluidos con partículas sólidas en suspensión. - Durabilidad y resistencia
Diseñadas con materiales de alta calidad, pueden soportar condiciones extremas, como altas temperaturas, presiones elevadas y ambientes corrosivos, garantizando una vida útil prolongada. - Precisión en dosificación y transporte
Proveen un control exacto del caudal, esencial en industrias como la alimentaria y química, donde la calidad del producto depende de la cantidad exacta de fluidos manejados. - Reducción de tiempos de inactividad
Gracias a su diseño robusto y fácil mantenimiento, minimizan las interrupciones operativas, aumentando la productividad en los procesos. - Cumplimiento de normativas
Facilitan el cumplimiento de estándares ambientales y de calidad, especialmente en sectores donde el manejo seguro y eficiente de fluidos es una exigencia regulatoria. - Adaptabilidad tecnológica
Integran innovaciones como sistemas de monitoreo remoto y automatización, lo que permite supervisar su rendimiento en tiempo real y ajustar parámetros según las necesidades operativas.
Factores clave para seleccionar una bomba hidráulica
La elección de una bomba hidráulica adecuada es crucial para garantizar la eficiencia y seguridad de los procesos industriales. A continuación, se detallan los principales factores que deben considerarse al seleccionar este equipo, con un análisis técnico de cada uno:
Composición y propiedades del fluido
El tipo de fluido que se manejará es el primer aspecto a evaluar. Factores como viscosidad, corrosividad, temperatura y abrasividad determinan el tipo de bomba a utilizar. Por ejemplo, líquidos altamente corrosivos como ácidos requieren equipos fabricados con materiales resistentes como acero inoxidable o aleaciones especiales. En cambio, para fluidos viscosos como aceites o productos químicos densos, las bombas de desplazamiento positivo son ideales por su capacidad de manejar estos materiales sin pérdida de eficiencia.
Caudal y presión requeridos
La capacidad de transporte del equipo depende de la cantidad de fluido (caudal) y la fuerza necesaria para moverlo (presión). Los sistemas que operan en altas presiones, como los utilizados en minería o sector petrolero, requieren bombas diseñadas para soportar estas condiciones sin comprometer su rendimiento. Es esencial determinar las necesidades operativas específicas, como litros por minuto y presión máxima, para evitar sobredimensionar o subdimensionar el equipo.
Condiciones ambientales y operativas
El entorno en el que funcionará el equipo también influye en la selección. Factores como temperatura ambiente, humedad, exposición a elementos corrosivos y riesgo de explosión en ciertas industrias (como la química o petrolera) exigen características específicas. Asimismo, equipos diseñados para temperaturas extremas requieren sistemas de sellado y materiales especiales que eviten el desgaste prematuro.
Normativas y estándares del sector
Cada industria está sujeta a regulaciones específicas que impactan la elección del equipo. En el tratamiento de agua potable, las bombas deben cumplir estándares como el NSF/ANSI 61, que certifica la seguridad del material en contacto con el agua. En el sector alimentario, los equipos deben ser aptos para procesos higiénicos, cumpliendo regulaciones como las de la FDA o la CE. Evaluar estas normativas evita problemas legales y asegura la calidad del producto final.
Mantenimiento y soporte técnico
El mantenimiento regular es esencial para garantizar la vida útil del equipo. Bombas con sistemas de monitoreo integrado, como sensores de desgaste o detección de fallos, facilitan el mantenimiento predictivo, reduciendo tiempos de inactividad. Además, contar con soporte técnico local y disponibilidad de repuestos asegura una rápida respuesta ante emergencias, lo que es vital en operaciones críticas.
Costo total de propiedad (TCO)
Más allá del costo inicial de adquisición, se debe considerar el costo total de propiedad, que incluye consumo energético, mantenimiento, reparaciones y tiempo de inactividad. Bombas de alta eficiencia energética pueden tener un precio inicial mayor, pero generan ahorros significativos a largo plazo. Realizar un análisis de TCO ayuda a tomar decisiones basadas en el retorno de inversión y no solo en el precio.
Compatibilidad con tecnologías avanzadas
La integración con sistemas de monitoreo y control digital es un factor diferenciador. Bombas que permiten conectividad a través de protocolos industriales como Modbus o Ethernet facilitan la automatización y supervisión en tiempo real. Esta capacidad es clave en industrias que buscan optimizar procesos mediante la implementación de tecnologías 4.0.
Seleccionar la bomba adecuada implica un análisis integral de estos factores. Con una evaluación detallada, es posible garantizar que el equipo elegido se adapte a las necesidades específicas de cada operación, optimizando el rendimiento y reduciendo los riesgos.
¿Quieres conocer cómo ProMinent puede ayudarte a elegir la solución perfecta para tus procesos?
Nuestro equipo de expertos está listo para asesorarte en cada paso del proceso, desde la identificación de tus requerimientos hasta la implementación de soluciones personalizadas.
En ProMinent, combinamos innovación tecnológica con años de experiencia para garantizar que cada bomba seleccionada cumpla con los más altos estándares de calidad y eficiencia.
Contáctanos y descubre cómo podemos transformar tus operaciones con equipos diseñados para maximizar resultados y minimizar costos.